Autor:
Christy White
Dátum Stvorenia:
10 Smieť 2021
Dátum Aktualizácie:
14 Smieť 2024

Obsah
Zváranie elektrickým oblúkom s potiahnutou elektródou je proces spájania dvoch kusov kovu uskutočňovaný s teplom elektrického oblúka udržiavaného medzi koncom potiahnutej kovovej elektródy a obrobku. V tomto článku sa opíše použitie týchto potiahnutých elektród a jednoduchý zvárací stroj typu transformátora.
kroky
Pochopiť proces elektrického oblúkového zvárania potiahnutou elektródou. elektrický oblúk vytvára sa na špičke zváracej tyče (potiahnutej elektródy), keď elektrický prúd prechádza malou vzduchovou medzerou a pokračuje pozdĺž zváraného kovu. Tu sú niektoré z výrazov a ich príslušných popisov použitých v tomto článku:
- Spájkovačka. Toto je názov priradená zariadeniu, ktoré prevádza 120 - 240 voltov striedavého prúdu (striedavý prúd) na prúd vhodný na zváranie, obvykle 40 - 70 voltov striedavého prúdu, ako aj na iné úrovne jednosmerného napätia (jednosmerný prúd). Zvyčajne sa skladá z veľkého a ťažkého transformátora, regulačného obvodu napätia, vnútorného chladiaceho ventilátora a voliča prúdu. Termín zvárač sa vzťahuje na osobu, ktorá vykonáva proces zvárania. Na prevádzku zváracieho stroja je potrebné zvárač.
- Zváracie káble. Jedná sa o izolované medené vodiče, ktoré vytvárajú nízke napätie a vysokú prúdovú intenzitu pre zváraný diel.
- Držiak elektródy. Elektródu drží zariadenie na konci zváracieho kábla, ktoré zvárač používa na vykonávanie zváracích prác.
- Uzemňovací konektor. Je to kábel, ktorý dotvára elektrický obvod, to znamená uchopovacie zariadenie, ktoré je pripevnené k obrobku, aby elektrina mohla prechádzať kovom, aby bola zváraná.
- Amps. Je to elektrický termín, ktorý sa používa na opis úrovne toku prúdu privádzaného do elektródy.
- DC (jednosmerný prúd) a reverzná polarita. Toto je iná konfigurácia používaná v oblúkovom / elektródovom zváracom systéme, čo poskytuje väčšiu flexibilitu, najmä pri zváračských aplikáciách v zavesených oblastiach alebo v kovových zliatinách, ktoré sa dobre nezvárajú striedavým prúdom. Zváracie zariadenie, ktoré vyrába tento prúd, má usmerňovací obvod alebo jeho prúd dodáva generátor a je oveľa drahší ako bežné zváracie zariadenie na striedavý prúd.
- Elektródy. Existuje mnoho špecializovaných zváracích elektród používaných v špecifických zliatinách a druhoch kovov, ako sú liate alebo kujné železo, nehrdzavejúca alebo chrómová oceľ, kalený hliník a uhlíková oceľ. Typická elektróda sa skladá z tyčinky pokrytej špeciálnym povlakom, ktorý horí pri udržiavaní oblúka, spotrebováva kyslík a produkuje oxid uhličitý vo zváracej zóne, aby sa zabránilo oxidácii alebo horeniu základného kovu plameňom počas procesu zvárania. , Toto sú niektoré bežné elektródy a ich príslušné použitia:
- Elektródy E6011 sú uhlíkové ocele s povlakom z celulózových vlákien. Prvé dve identifikačné čísla elektród sú pevnosť v ťahu, meraná v librách na štvorcový palec krát krát 1000. V tejto elektróde je odpor 60 000 PSI.
- Elektródy E6010 majú opačnú polaritu a všeobecne sa používajú na zváranie parných a vodovodných potrubí, najmä na zváranie kovov suspendovaný, pretože kov si udržuje svoju polohu, keď je v tekutom stave, a je ťahaný do oblasti zvárania prúdom jednosmerného prúdu z elektróda na opracovanie kovov.
- Elektródy iného typu E60XX sú dostupné, avšak elektródy E6011 sa považujú za štandard pre bežné tyče a elektródy E6010 sa považujú za štandard pre inverziu polarity a zváranie jednosmerným prúdom. Preto sa na tento článok nebudú vzťahovať iné typy.
- Elektródy E7018 sú potiahnuté nízky prietok vodíka s pevnosťou v ťahu 70 000 PSI. Tieto elektródy sa používajú na montáž oceľových konštrukcií v stavebníctve a tiež na ďalšie aplikácie, kde sa vyžadujú ťažké materiály a vysokopevnostné zvary. Všimnite si, že hoci tieto elektródy poskytujú veľkú pevnosť, nemusia správne fungovať, ak nie je použitá správna intenzita prúdu alebo v prípadoch, keď sú použité zhrdzavené, natreté alebo pozinkované oceľové časti. Tieto elektródy sa nazývajú nízkym obsahom vodíka, pretože sa v nich pokúšajú udržiavať nízky obsah vodíka. Musia sa skladovať v peci pri teplotách medzi 250 ° F a 300 ° F. Táto teplota je vyššia ako bod varu vody, ktorý je 212 ° F pri hladine mora. Tým sa zabráni kontaktu vzdušnej vlhkosti s kovom elektródy.
- Elektródy z niklu, železa alebo zliatiny niklu a železa. Tieto elektródy sa používajú na zváranie v liatine, tvárnej alebo tvárnej a majú lepšiu priľnavosť, aby sa umožnilo zvarenie roztiahnutia a kontrakcie materiálu.
- Rôzne kovové tyče. Sú vyrobené zo špeciálnych zliatin a sú vhodné na zváranie mäkkej, temperovanej ocele alebo zliatin.
- Hliníkové tyče. Je to nová technológia, ktorá umožňuje zváranie hliníka konvenčným zváracím strojom namiesto použitia horákovej prívodnej trubice, ako je zváranie MIG (kov, inertný plyn) alebo TIG (volfrám, inertný plyn). ).
- Veľkosti elektród. Elektródy sa dodávajú v rôznych veľkostiach, merané priemerom kovu každej tyče. Pre tyče z mäkkej ocele je k dispozícii rozsah priemerov od 1/16 palca do 3/8 palca a použitá veľkosť je určená prúdom zváracieho stroja a hrúbkou zváraného materiálu. Každá tyč má lepšiu výkonnosť v danom rozsahu prúdu. Výber správneho rozsahu prúdu pre danú veľkosť tyčinky bude závisieť od základného materiálu a požadovanej penetrácie.
- Bezpečnostné vybavenie. Na bezpečné zváranie je potrebné mať a vedieť, ako používať správne bezpečnostné vybavenie pre túto úlohu. Tu je niekoľko položiek potrebných pre bezpečné zváranie.
- Zváracia maska. Toto je maska, ktorá sa používa na ochranu osoby, ktorá privaruje pred bleskom elektrického oblúka a iskier vytvorených počas zvárania. Štandardné šošovky na zváranie elektrickým oblúkom sú tmavé, pretože vystavenie elektrickému oblúku môže spôsobiť popálenie sietnice. Úroveň stlmenia úrovne 10 je minimum požadované pre šošovky používané pri elektrickom oblúkovom zváraní. Zváracie masky a odnímateľný výťah už bolo odporúčané, pretože tmavá šošovka sa dá nadvihnúť a oči zvárača by boli stále chránené sklenenou šošovkou proti trieskam alebo zvyškom zvaru. Najnovšie odporúčané zváracie masky sú najmodernejšie. V týchto maskách je šošovka svetlejšej farby a keď sa vytvorí oblúk, automaticky stmavne.
- Zváracie rukavice. Sú to špeciálne a izolované rukavice siahajúce asi 6 palcov nad zápästia a sú zodpovedné za ochranu rúk a dolných ramien zvárača. Poskytujú tiež obmedzenú ochranu pred náhodným nárazom, ak sa zvárač náhodne dotkne elektródy.
- Zváracia zástera. Je to kožený odev, ktorý zakrýva ramená a hrudník zvárača a používa sa na prácu, kde iskry môžu zapáliť odev zvárača alebo spôsobiť popáleniny.
- Pracovná obuv. Zvárač musí mať oblečenú najmenej 6-palcovú šnurovaciu topánku, aby sa zabránilo spáleniu nôh iskrami a horúcou troskou. Tieto topánky musia mať izolačné podošvy vyrobené z materiálu, ktorý sa ľahko neroztaví alebo nespáli.
- Naučte sa správne, ako vytvoriť úspešný zvar. Zváranie je viac ako len prechod zváracou tyčou cez dva kusy na ich zlepenie. Proces sa začína správnym nastavením a zárukou bezpečnosti obrobkovalebo kov, ktorý sa má zvárať. Pre hrubšie kusy môže byť potrebné vytvoriť skosenie a potom ho vyplniť zvarovými bodmi. Toto sú základné postupy na vykonanie jednoduchého zvaru.

- Produkujte luk. Toto je proces vytvárania elektrického oblúka medzi elektródy a obrobku. Ak elektróda jednoducho umožní, aby prúd prešiel priamo do uzemneného kusu, nebude sa produkovať dostatok tepla na roztavenie a roztavenie kovov.
- Posunutím oblúka vytvorte a šnúra , Pätka je zložená z roztaveného kovu elektródy, ktorý tečie spolu s roztaveným kovom základného kovu a vyplňuje priestor medzi časťami, ktoré sa majú spojiť zváraním.
- Nastavte zvarovú lištu. To sa dá dosiahnuť pohybom oblúka dozadu a dopredu, v kľukatom vzore alebo opisom 8 v zvarovej dráhe, takým spôsobom, že kov je úplne rozdelený v priestore medzi zváranými časťami.
- Medzi priechodmi oddeľte a očistite zvar. Zakaždým, keď dokončíte a poslednáalebo zváraciu cestu z jedného konca na druhý, musíte odstrániť troskaalebo roztavený materiál z elektródy povrchu zvarenej guľôčky, takže zvar sa plní iba pre ďalší priechod roztaveným kovom.

Zhromaždite nástroje a materiály, ktoré budete potrebovať na zváranie. To znamená zvárací stroj, elektródy, káble a svorky a kov, ktorý sa má zvárať.
Pripravte si bezpečné pracovné miesto, najlepšie s oceľovým stolom alebo iným nehorľavým materiálom. Na precvičenie postačí niekoľko kusov uhlíkovej ocele s hrúbkou najmenej 3/16 palca.

Pripravte zváraný kov. Ak sa kov skladá z dvoch častí, ktoré musia byť spojené zváracím procesom, a príprava, skosenie na bočných okrajoch, ktoré sa spoja. Toto umožní a prienik dostatok zváracieho oblúka na spojenie obidvoch strán, takže priestor medzi materiálmi je úplne vyplnený. Minimálne musíte odstrániť všetky farby, mastnoty, hrdzu alebo iné nečistoty, aby ste mohli pracovať s čistým roztaveným kovom vo zvare.
Ak je to potrebné, umiestnite svorky, aby ste držali k sebe. Tlakové kliešte a konektory „C“ sú dobrou alternatívou. V prípade špeciálnych projektov sa možno budete musieť prispôsobiť rôznym technikám, aby ste chránili obrobky až do ich spojenia.
Umiestnite uzemňovaciu svorku na najväčšiu zváranú časť. Vyhľadajte čisté miesto, aby elektrický obvod mal minimálny odpor. Hrdza alebo farba opäť zasiahnu uzemnenie vášho obrobku, čo sťaží vytvorenie oblúka pri začatí zvárania.
Vyberte správny rozsah prútov a prúdov pre prácu, ktorú budete robiť. Napríklad oceľová platňa s priemerom 1/4 palca sa môže efektívne zvárať pomocou elektródy E6011 s priemerom 1/8 palca a medzi 80-100 ampérmi. Vložte elektródu do držiaka alebo držiaka elektródy a uistite sa, že vodivý materiál držiaka je v kontakte s čistým kovom elektródy.
Zapnite zvárací stroj. Z transformátora by ste mali počuť bzučivý zvuk. Zvuk chladiaceho ventilátora môže alebo nemusí byť počuť, pretože niektoré fungujú iba vtedy, keď je potrebné chladenie. Ak nepočujete žiadny šum, musíte skontrolovať obvod, ktorý dodáva napájanie, a ističe na paneli. Zváracie stroje vyžadujú na prevádzku značné množstvo energie, zvyčajne špeciálny obvod 60 ampérov alebo viac pri 240 voltoch.
Držte podporu vo svojej dominantnej ruke za izolovanú rukoväť s tyčou v takej polohe, aby bol akt zvárania čo najprirodzenejší. Zváraciu masku zdvihnite natoľko, aby ste mohli vidieť a pohybovať elektródou len pár centimetrov od obrobku, aby ste ochránili svoje oči, aby ste ju mohli spustiť. Možno budete chcieť precvičiť dotyk elektródy na zvarový kov, aby ste získali senzácia pred zapnutím zariadenia, ale nezabudnite nikdy nevytvárajte elektrický oblúk bez náležitej ochrany očí .
Vyberte bod, v ktorom chcete začať zvárať. Špičku elektródy umiestnite blízko nej a potom masku sklopte. Aby ste dokončili elektrický obvod, musíte sa „dotýkať“ hrotu elektródy proti kovu a okamžite ju trochu rozotrieť, aby ste vytvorili elektrický oblúk medzi špičkou elektródy a zváraným kovom. Ďalším spôsobom, ako vytvoriť oblúk, je napríklad osvetlenie zápasu. Malá vzduchová medzera vytvára v okruhu vysoký odpor, čo vytvára oblúkový plameň alebo plazmu a teplo potrebné na skvapalnenie elektródy a oblasti zvárania susedného kovu.
Pri vytváraní elektrického oblúka priložte elektródu na kovový povrch a mierne ju potiahnite dozadu. Toto vyžaduje prax, pretože rôzne priemery elektród a zváracie prúdenie vyžadujú rozdielne vzdialenosti medzi hrotom elektródy a obrobkom, ale ak si dokážete udržať konštantný odstup, medzi nimi nastane súvislý elektrický oblúk. Normálne by mala byť vzdialenosť oblúka väčšia ako priemer elektródy. Vykonajte stabilizáciu oblúka tak, že elektródu udržiavajte asi 1/8 až 3/16 palca od obrobku a potom ju začnite pohybovať po dráhe, ktorú chcete zvárať. Pri pohybe elektródou sa kov roztaví a vyplní oblasť roztaveným kovom, čím sa vytvorí zvar.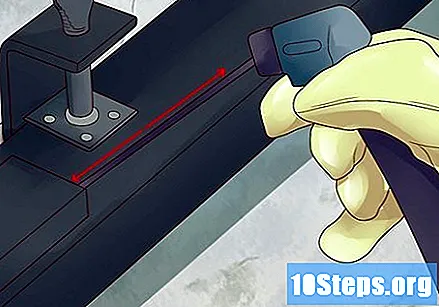
Cvičte prechod elektródou cez oblasť zvárania, kým nebudete môcť udržiavať konzistentný oblúk a pohybovať ju konštantnou rovnomernou rýchlosťou. Po zvládnutí ovládania oblúka začnite pripravovať zvarovú lištu. Šnúra je kovový nános, ktorý spojí tieto dve časti. Technika použitá na vytvorenie šnúry závisí od šírky a hĺbky priestoru medzi kusmi. Čím pomalšie pohybujete elektródou, tým hlbší zvar preniká kovom. Na väčších plochách budú kľukaté alebo vlnité pohyby so špičkou elektródy tvoriť širšiu zvarenú lištu.
Pri pohybe pozdĺž zvaru udržujte oblúk stabilizovaný. Ak sa elektróda prilepí na kov, vytiahnite držiak a uvoľnite ho z konektora držiaka alebo zo zváraného kovu. Ak sa oblúk rozpadol, pretože ste opustili elektródu od kovového povrchu, zastavte proces a vyčistite trosku od miesta, ktoré ste zvárili, aby ste tam mohli vytvoriť nový oblúk, takže nebude existovať žiadna troska kontaminujúca váš nový zvar. Nikdy nevytvárajte nový zvarový korálik nad oblasťou strusky, pretože to bude mať za následok zlú a zle vykonanú prácu
Precvičujte pohyb elektródy v a zametanie vytvoriť širší kábel. To vám umožní vyplniť viac zvaru v jednom priechode a zanechať čistší a rovnomernejší zvar. Elektróda sa musí pohybovať bočnými pohybmi zváracou oblasťou, buď v kľukatej oblasti, v oblúkoch alebo vlnách alebo pohybmi popisujúcimi 8.
Upravte výstupnú prúdovú intenzitu zváračky tak, aby vyhovovala materiálu, ktorý zvárate, a tiež požadovanej penetrácii oblúka. Ak si všimnete, že zvarený okraj má na svojich okrajoch krátery alebo sa susedný kov roztaví alebo horí, postupne znižujte prúd, až kým sa situácia nenormalizuje. Ak na druhej strane máte ťažkosti s výrobou alebo udržiavaním oblúka, môže byť potrebné zvýšiť prúd.
Vyčistite hotový zvar. Po dokončení zvaru musíte trosku odstrániť a zvárok správne očistiť, aby malba vyzerala lepšie, alebo jednoducho z estetického hľadiska výsledného produktu. Očistite všetku trosku a zvarte, aby ste odstránili všetok cudzí materiál a zvyškovú trosku. Ak musí byť povrch úplne rovný, aby ste mohli zváranú časť namontovať na inú časť, pomocou vhodného nástroja odstráňte hornú alebo hornú časť zvarovej lišty. Čistý zvar, najmä po plánovaní, uľahčuje identifikáciu bublín alebo iných chýb, ktoré sa môžu vyskytnúť počas zvárania.
Zvar natrite vhodným materiálom, aby ste zabránili korózii. Zváraný povrch môže korodovať rýchlejšie ako iné časti dielu, najmä ak je diel vystavený vlhkosti.
Tipy
- Keď spájate dve veľké časti, aby ste ich efektívne pripevnili, urobte malé spájkovacie body pozdĺž oblasti, ktorá sa má zvárať, aby sa zabránilo oddeleniu týchto dvoch častí.
- Nejakí ľudia počúvať zvuky vyvolané elektrickým oblúkom na posúdenie kvality zvaru. Praskanie alebo praskanie môže naznačovať nekonzistentné rozmiestnenie oblúka alebo neprimeranú intenzitu prúdu.
varovanie
- Kov zostane horúci dlho po dokončení zvaru, preto domáce zvieratá a deti držte mimo pracovného priestoru, kým sa všetky materiály nevychladnú.
- Skontrolujte káble a pripojenia, aby ste znížili riziko náhodných zásahov elektrickým prúdom.
- Oblúkové zváračky používajú elektrický prúd s vysokým prúdom, čo je veľmi nebezpečné. Preto buďte opatrní pri kábloch a držiaku. Nikdy nezvárajte za mokra alebo na vlhkom materiáli bez riadneho zaškolenia.
- Chráňte sa pred popáleninami zakrytím pokožky rukavicami a maskami. Nikdy nespájajte bez ochrannej masky.
- Zabráňte vdychovaniu pár z procesu zvárania. Platí to najmä pre galvanizované alebo pokovované materiály a pre kovy, ktoré boli natreté oxidovým základným náterom.
- Jasné svetlo z elektrického oblúka môže spôsobiť popáleniny podobné spáleniu od slnka, preto používajte košele s dlhými rukávmi a dlhé nohavice, aby ste zmenšili oblasť expozície.
Potrebné materiály
- Zváracie zariadenie so zapojením, konektormi a elektródami.
- Nástroje na prípravu a čistenie zvarov, vrátane štiepkovacieho kladiva, drôtenej kefy a orezávača.
- Bezpečnostné vybavenie


